
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
扩散焊在真空条件下(或保护轴上)保持恒定的温度和压力。指被连接表面相互接近接触,局部产生微塑性变形,或通过被连接表面产生的微液相,扩大被连接表面的物理接触,然后在结合层原子间经过一定时间的相互扩散,形成结合界面的可靠连接的过程。扩散连接基本上是高可靠性连接。是屏幕连接。一些特殊高性能构件的制造往往要求金属与陶瓷、铝与钢、镉与钢、金属与玻璃等特殊合金连接或性能有较大差异的异种材料。这种难焊材料用传统的焊接方法难以实现可靠的连接,为了适应这一要求,作为固相连接方法之一的扩展连接技术受到重视,成为连接领域的新热点。
扩散焊接连接的分类
可以根据不同的准则对扩展连接方法进行分类。通常可分为固相扩散连接和固液扩散连接两种。固相扩散键的界面反应全部在固相状态下进行。固液扩散连接是指由于界面组成的变化而在连接温度下形成液相的异种材料之间的相互扩散。在形成液相之前,固相扩散连接和固液扩散连接的原理相同。当形成液体状态时,固液扩散连接实际上变为焊接和扩散焊接。连接时也可以分为中间层是否填充、连接气氛等。
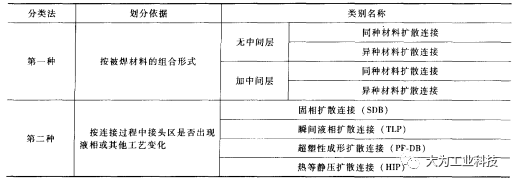
根据扩散连接的定义,如图1-1所示,各种材料扩散连接接头的组合可分为4种。
一般来说,扩频连接有两种分类方法(见表1-1),各扩频连接的特点如下:
1.同种材料的扩散连接
同种材料扩散键通常是指两种同种金属直接接触或加入中间层的扩散键。同种材料扩散连接一般要求焊接表面制造质量高,焊接时施加较大压力,焊后扩散头的化学成分、组织和母材基本一致。在相同的材料中,Ti、Cu、Zr、Ta等容易扩散结合。铝及其合金、含AI、Cr、Ti的铁基和钴基合金不易除去氧化物,不易扩散结合。相同材料的固体扩散连接通常在扩散连接装置的真空室或保护气氛中进行。
2.异种材料扩散焊接
异种材料的扩散连接是指两种不同金属、合金或金属与陶瓷、石等非金属材料的扩散连接,异种金属的化学成分、物理性能等有明显差异,两种材料的熔点、线膨胀系数、电磁性能、氧化性等差异越大,扩散连接越困难。不同材料的粘结扩散可能会出现以下问题:。
1)线膨胀系数不同,结合面产生热应力,界面附近产生裂纹。
2)在扩散结合面上,由于由牙金反应形成的低熔点工艺或脆性金属间化合物,界面容易产生龟裂或断裂。
3)由于两种材料的扩展系数不同,扩散接头可能出现扩散孔。对于一般的固体扩散接合方法难以焊接或焊接效果差的材料,通过在焊接材料之间加入过渡金属或合金(称为中间层)层,可以焊接困难或不适合冶金的许多异种材料。可以焊接焊点高的同种或异种材料。在焊接材料或中间层合金中含有挥发性元素的情况下,不优选使用该方法。
3.瞬间(过渡)液相扩散连接
瞬间(过渡)液状扩散连接是指在扩散连接中出现接头区间时出现微量液状的扩散连接方法,即利用在一定温度下支撑异种金属焊接而形成低熔点工艺的特征,加速扩散工艺的连接方法。在扩散连接过程中,中间层与母材的共晶反应形成非常薄的液态薄膜,该液态膜充满整个接头间隙后,再次等温凝固,进行均匀化扩散处理,得到均匀的扩散连接接头,微量液态的出现有助于改善界面接触状态,可使用较低的扩散压力。
获得微量液体状态的方法主要有以下两种。
(1)利用能够利用共晶反应在一部分异质材料之间形成低熔点工业品的特征进行液相扩散连接(称为共晶反应扩散连接)。该方法在形成液相后立即降温凝固,严格控制温度,以避免过量的液相继续生成。将工业品反应扩散连接原理应用于中间层扩散连接时,液相总量可由中间层厚度和温度控制,该方法称为瞬时液相扩散连接(成皮液相扩散连接)。
(2)添加特殊合金或材料时,含有少量元素(例如B、Si、Be等),该元素与母材成分类似,但不仅可以降低熔点,而且可以迅速扩散到母材中,将该钎料作为中间层,以片或涂布方式添加。该纤维层的厚度比钎焊薄,钎焊的凝固在等温状态下完成,钎焊的凝固在冷却过程中凝固。
4.超塑性成形扩散焊接
该扩散连接工艺的特点是高温下具有相变超塑性的材料,在高温下能在较低压力下同时实现成型和扩散连接,扩散连接压力低,与成型压力一致,扩散时间长,可长达数小时使用这种组合工艺可以在一个热循环中实现复杂的热循环。可以制造空的一体结构零件。采用该方法的条件之一是材料的超塑性成形温度接近扩散连接温度,该扩散连接在低真空度下进行。在超塑状态下进行扩散连接有助于提高焊接头的质量。这种方法已经应用于航空航天产业。
5.热等静压扩散焊接
热等静压扩散连接是热等静压设备中的扩散连接。在扩散连接前,应将组装好的工件密封在薄软金属袋中,抽真空将进气口密封。然后,将整个袋放入加热室进行加热,利用高压气体和实际空气中的压力差,使工件进行各房间的扩散连接。施加均匀等静压,在高温高压下完成扩散连接过程。
由于压力的各方向均匀,所以工件的变形少。如果要焊接的表面位于由两个工件本身构成的腔内,则可以使用真空电子束焊接等方法将工件的周围封装,该方法焊接时的加压压力高,可以达到100MPa,工件袋充满胶囊。不使用时用夹子夹住,防止工件变形。这种方法特别适用于脆性材料的大胆结合。