
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
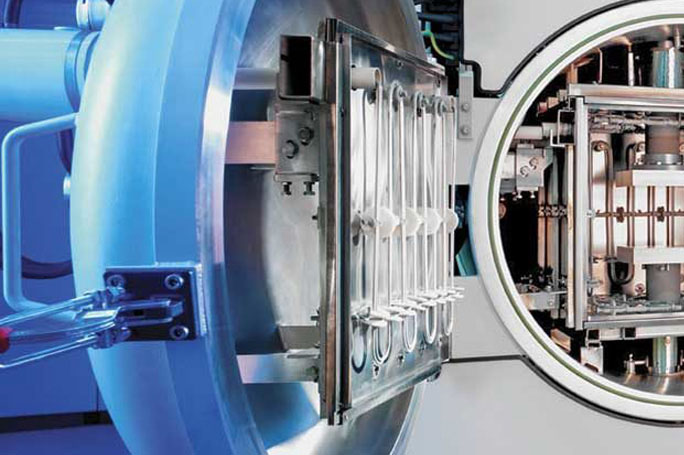
扩散焊是在不熔化金属的情况下形成焊接接头的过程,需要焊接的两个表面之间的接触距离为1μm以内,原子之间的吸引力才能发挥作用并形成金属键,从而获得接头的一定强度。真空扩散焊接工艺有哪些,影响焊缝形成和工艺性能的参数主要包括焊接温度、压力、时间和保护气体的类型。当其他参数固定时,使用更高的压力可以产生更好的接头。压力上限取决于焊接部件的整体变形极限、设备吨位等。对于异种金属的扩散焊接,使用更高的压力可以减少或防止扩散孔。除热静压扩散焊接外,扩散焊接压力通常选择在0.5至50MPa之间,真空扩散焊接工艺有哪些。
扩散时间是指焊接部件保持在焊接温度下的时间,真空扩散焊接工艺有哪些。在这段焊接时间内,有必要确保扩散过程完全完成,以达到所需的强度。如果扩散时间太短,则接头强度不能达到与基材相同的稳定强度。然而,高温和高压的持续时间对提高接头的质量没有任何进一步的影响。当使用特定的焊接参数时,几分钟的焊接时间就足够了。
焊接保护气体的纯度、流量、压力或真空度以及泄漏率都会影响扩散焊接接头的质量。真空扩散焊接工艺有哪些,常用的保护气体是氩气,一些材料也可以使用高纯度的氮气、氢气或氦气。